

























Table of contents Polyurethane solventPolyurethanes are polar and so you need a polar solvent. The choice of solvent to dissolve a polymer is governed by various factors, such as solvency power, volatility (moderate boiling point), toxicity and cost of solvent,...

2026/02/25
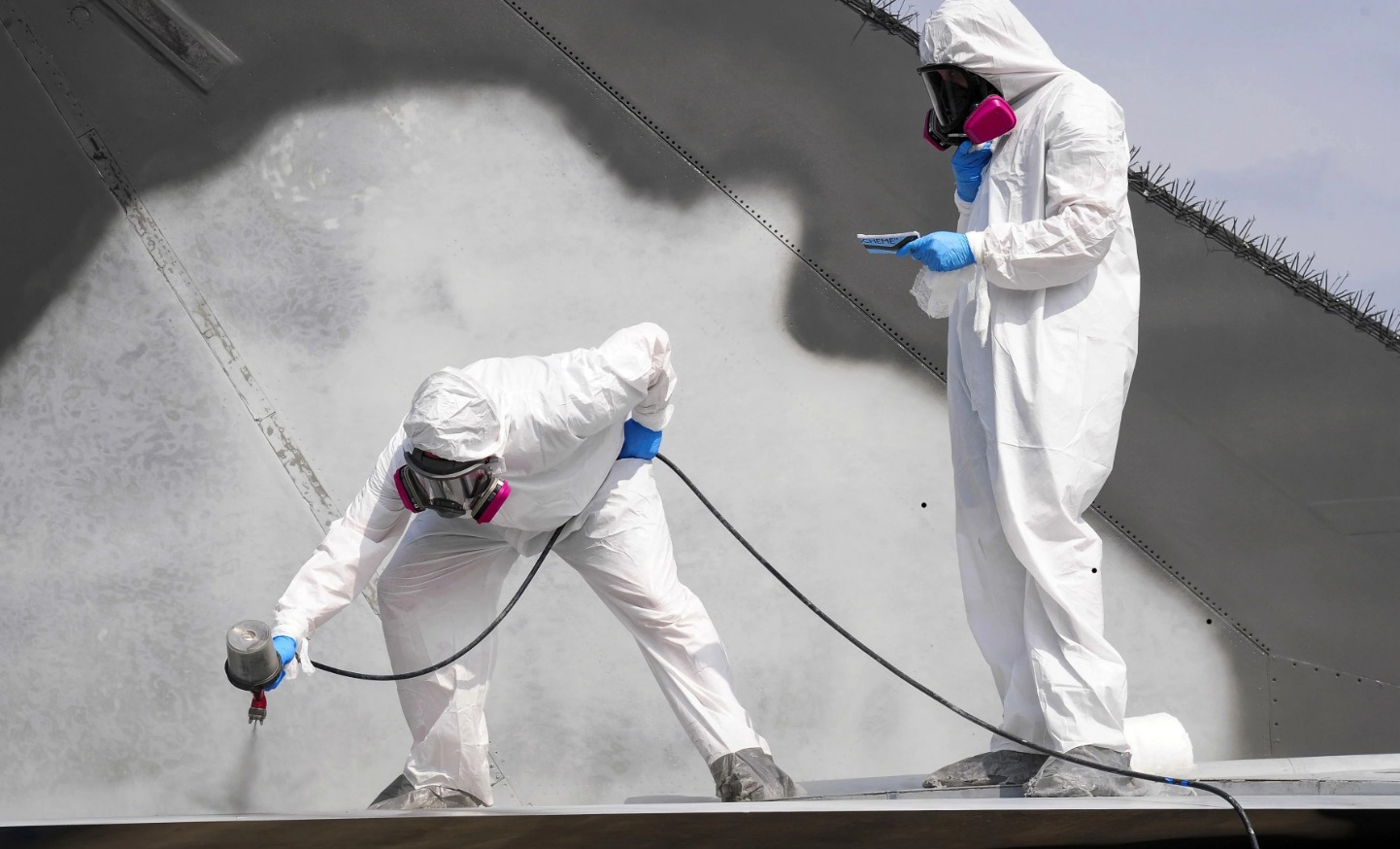
What is a polyurethane catalyst and why it is essential in polyurethane manufacturing?
The polyurethane industry is based on highly controlled and sensitive chemical reactions. Even a slight variation in reaction rate, processing temperature, or component balance can significantly affect foam cell structure, adhesion strength, curing profile, and final mechanical performance. For manufacturers of rigid foam, flexible foam, polyurethane adhesives, elastomers, and coatings, reaction control is fundamental to product quality and production efficiency.
ادامه مطلب 
